


1. Gia công khép kín closedloop machining là gì?
Gia công khép kín closedloop machining là mô hình sản xuất trong đó kết quả đo được đưa ngược trở lại quá trình gia công để hiệu chỉnh, cảnh báo hoặc xác nhận chất lượng. Ở cách làm truyền thống, máy CNC gia công xong, chi tiết được tháo ra, chuyển sang CMM, sau đó mới có kết luận.
Ngược lại, giải pháp gia công khép kín closedloop machining đưa hoạt động đo vào gần điểm phát sinh lỗi. Đo trong chu trình gia công inprocess measurement dùng để xác định chuẩn phôi, kiểm tra vị trí gá, đo dao, xác nhận kích thước sau nguyên công thô, bán tinh, tinh và theo dõi xu hướng. Dữ liệu đó có thể cập nhật work offset, tool offset, cảnh báo mòn dao, dừng chu trình hoặc yêu cầu xác nhận CMM.

Closedloop machining không có nghĩa tự động bù mọi sai số. Sai lệch do gá đặt có thể bù bằng hệ tọa độ. Sai lệch do dao mòn có thể bù tool wear. Sai lệch do nhiệt cần theo dõi. Sai lệch do kẹp phôi, biến dạng vật liệu hoặc dính phoi không nên bù vội.
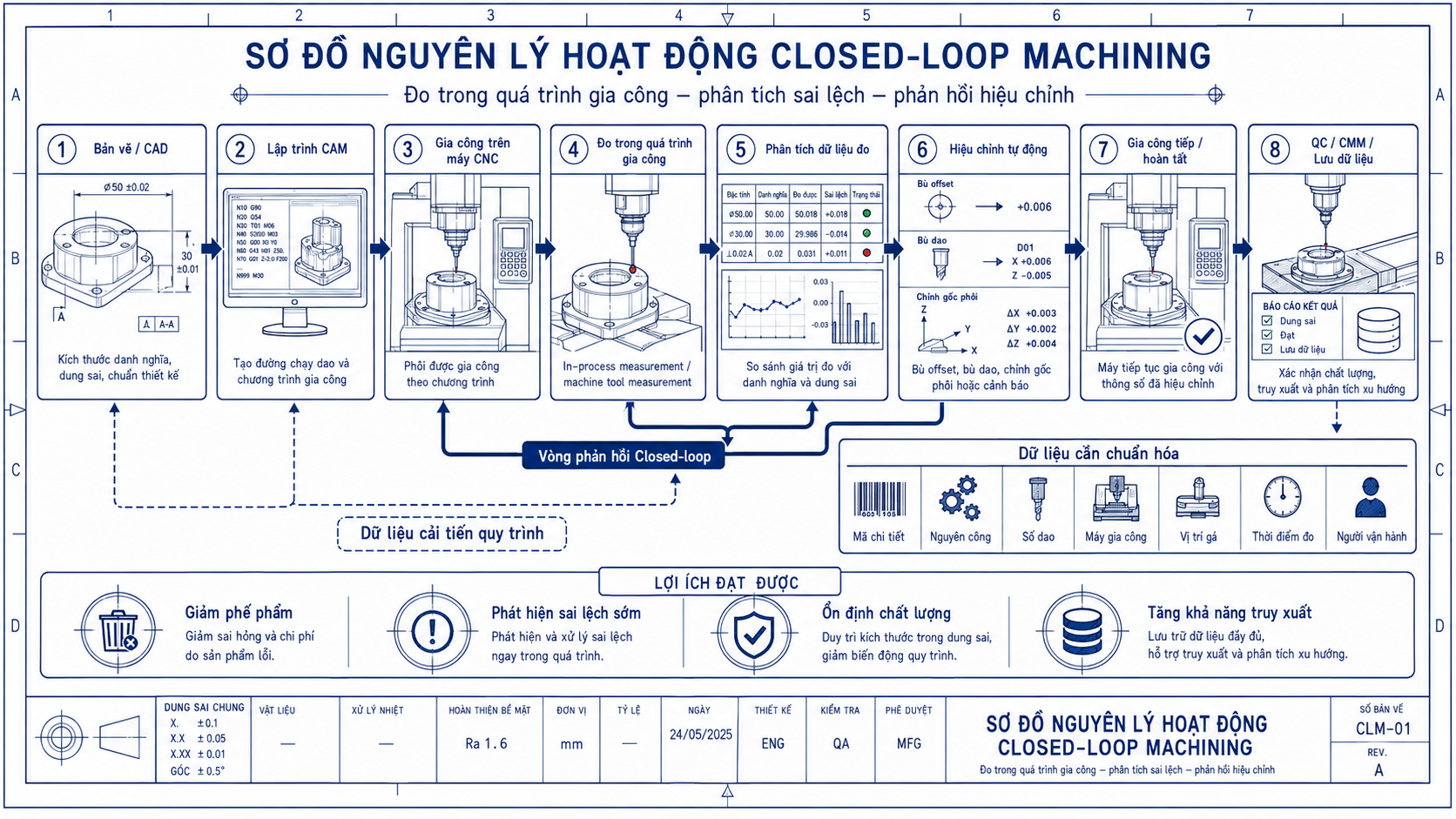
2. Closed-loop Machining hoạt động như thế nào?
Một vòng Closed-loop Machining bắt đầu từ bản vẽ, CAD/CAM và dung sai cần kiểm soát. Kỹ sư không nên đưa toàn bộ kích thước lên máy để đo, vì đo nhiều chưa chắc tạo giá trị. Yamaguchi thường chia đặc tính thành bốn nhóm: điểm định vị phôi, điểm bù dao, điểm giám sát và điểm xác nhận cuối bằng CMM.
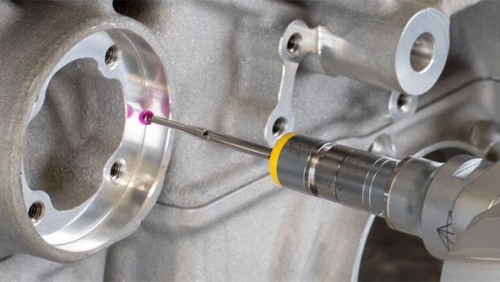
Sau khi chọn đặc tính, chương trình machine tool measurement được thiết kế cho đầu dò phôi, đầu đo dao hoặc cảm biến phù hợp. Trước khi cắt, đầu đo xác định vị trí phôi, xoay hệ tọa độ và cập nhật G54 hoặc work offset. Trong quá trình gia công, máy đo lại kích thước trọng yếu sau từng nguyên công. Nếu sai lệch trong vùng kiểm soát, máy tiếp tục chạy. Nếu vượt ngưỡng, hệ thống có thể dừng, ghi dữ liệu hoặc đưa ra giá trị bù.
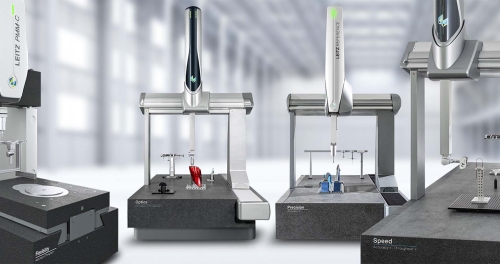
Ở mức cao hơn, closedloop machining liên kết kết quả on-machine với CMM. Nếu dữ liệu CMM cho thấy một kích thước luôn lệch theo một hướng, kỹ sư có thể điều chỉnh dao, đồ gá hoặc thuật toán bù.
3. Các thành phần chính trong một hệ thống Closed-loop machining
Thành phần đầu tiên là máy CNC và bộ điều khiển. Khả năng dùng high-speed skip, macro, biến hệ thống, offset, M-code, I/O hoặc Ethernet quyết định hệ thống tự động đến đâu. Một máy đời cũ vẫn triển khai được giải pháp gia công khép kín closedloop machining, nhưng mức phản hồi khác.
Thành phần thứ hai là thiết bị đo. Với machine tool measurement hexagon, doanh nghiệp có thể lựa chọn đầu dò phôi, đầu đo dao, laser, NC Measure, PC-DMIS NC hoặc NC Gage tùy bài toán. Đầu dò phôi dùng để tìm chuẩn, đo lỗ, đo mặt; đầu đo dao kiểm tra chiều dài, đường kính, gãy dao.
Thành phần thứ ba là phần mềm và quy trình. Phần mềm phải tạo chương trình đo, so sánh với CAD, quản lý dung sai, xuất báo cáo và chuẩn hóa dữ liệu. Quy trình phải rõ ai được sửa offset, khi nào bù tự động, khi nào gọi QC.
4. Closed-loop machining khác gì với đo kiểm truyền thống?
Đo kiểm truyền thống là quy trình mở vòng: gia công xong mới kiểm tra, kiểm tra xong mới phản hồi. Phương pháp này phù hợp cho nghiệm thu cuối, nhưng không tối ưu khi chi tiết đắt hoặc dung sai chặt. Closed-loop machining đưa hoạt động đo đến gần nơi lỗi sinh ra. Lỗi gá đặt được phát hiện trước khi cắt, lỗi dao được phát hiện trước nguyên công tinh.
Khác biệt lớn nhất của giải pháp gia công khép kín closedloop machining là tư duy dữ liệu. Đo truyền thống trả lời chi tiết đạt không. Machine tool measurement trả lời thêm: sai từ bước nào, sai do dao hay gá, xu hướng có lặp lại không, và hành động tiếp theo là bù, dừng hay đo lại. Vì vậy, closedloop machining không thay thế CMM, mà giúp máy CNC trở thành điểm kiểm soát chủ động.
5. Những thách thức khi triển khai closed-loop machining
5.1. Chuẩn hóa dữ liệu khi triển khai Closed-loop machining
Thách thức đầu tiên là chuẩn hóa dữ liệu giữa bản vẽ, CAD/CAM, máy CNC, phần mềm đo và bộ phận QC. Trong một hệ thống closed-loop machining, cùng một kích thước cần được hiểu thống nhất từ khâu thiết kế đến khâu gia công và đo kiểm.
Ví dụ, một lỗ chuẩn trên bản vẽ có thể được gọi bằng tên khác trong chương trình CAM, mã khác trong báo cáo CMM và biến khác trong chương trình macro trên máy CNC. Khi dữ liệu không thống nhất, hệ thống vẫn có thể đo, nhưng rất khó phân tích xu hướng hoặc truy ngược nguyên nhân sai lệch.
Với giải pháp gia công khép kín closedloop machining, dữ liệu đo không nên chỉ dừng ở giá trị “đạt” hoặc “không đạt”. Dữ liệu cần được gắn với mã chi tiết, nguyên công, số dao, ca sản xuất, máy gia công, vị trí gá, thời điểm đo và người vận hành. Khi đó, doanh nghiệp mới có thể biết một sai lệch xuất hiện ngẫu nhiên hay lặp lại, sai lệch đến từ một dao cụ cụ thể hay từ một máy cụ thể. Đây là nền tảng để closed-loop machining tạo ra giá trị thực, thay vì chỉ là một bước đo bổ sung trong quy trình CNC.
5.2. Lựa chọn đúng thiết bị đo
Trong machine tool measurement, không có một cấu hình đầu đo nào phù hợp cho mọi chi tiết. Có bài toán chỉ cần đầu dò chạm để xác định vị trí phôi và bù hệ tọa độ. Có bài toán cần đầu đo dao để kiểm soát chiều dài, đường kính và gãy dao. Có bài toán cần cảm biến laser hoặc giải pháp đo chuyên dụng nếu bề mặt phức tạp, rãnh sâu, lỗ nhỏ hoặc yêu cầu kiểm soát biên dạng.
Sai lầm phổ biến là chọn thiết bị đo dựa trên thông số catalogue mà chưa xem xét điều kiện gia công thực tế. Ví dụ, đầu đo có độ chính xác cao nhưng nếu stylus quá dài, phoi không được làm sạch, bề mặt còn dính dầu hoặc tốc độ đo chưa phù hợp thì kết quả vẫn không ổn định. Đối với đo trong chu trình gia công inprocess measurement, độ lặp lại trong môi trường máy CNC quan trọng không kém độ chính xác danh nghĩa của thiết bị.

Khi triển khai machine tool measurement hexagon, Yamaguchi thường khuyến nghị khách hàng phân loại điểm đo theo mục tiêu: điểm dùng để gá đặt, điểm dùng để bù dao, điểm dùng để giám sát quá trình và điểm cần xác nhận lại bằng CMM.
5.3. Hiểu rõ sai số từ đâu
Một kích thước bị lệch không đồng nghĩa với việc phải chỉnh offset ngay. Sai số có thể đến từ dao mòn, nhưng cũng có thể đến từ phôi chưa sạch, kẹp phôi chưa ổn định, máy chưa cân bằng nhiệt, biến dạng sau gia công thô hoặc chiến lược chạy dao chưa phù hợp. Nếu hệ thống bù tự động trong khi nguyên nhân sai số chưa rõ, vòng closed-loop machining có thể phản tác dụng.
Ví dụ, nếu sai lệch đến từ dao mòn ổn định theo thời gian, bù tool wear có thể là giải pháp phù hợp.
5.4. Tích hợp phần mềm
Tích hợp phần mềm là phần quyết định hệ thống closed-loop machining có thực sự “khép kín” hay chỉ dừng ở mức đo thủ công trên máy. Phần mềm cần tạo được chương trình đo, đọc dữ liệu từ máy CNC, so sánh với giá trị danh nghĩa, đánh giá dung sai, lưu kết quả và xuất báo cáo. Ở mức cao hơn, phần mềm phải hỗ trợ phản hồi dữ liệu về offset, dao cụ hoặc cảnh báo vận hành.
Với machine tool measurement hexagon, lợi thế nằm ở khả năng kết nối giữa thiết bị đo trên máy, phần mềm đo lường và hệ sinh thái dữ liệu chất lượng. Tuy nhiên, để triển khai hiệu quả tại nhà máy, phần mềm cần được cấu hình theo thực tế sản xuất: loại controller CNC, cách lưu chương trình NC, quyền chỉnh sửa offset, mẫu báo cáo QC, quy trình phê duyệt và cách lưu trữ dữ liệu đo.
Một vấn đề thường gặp là dữ liệu đo được tạo ra nhưng không được sử dụng. Người vận hành vẫn xử lý theo kinh nghiệm, QC vẫn kiểm tra riêng, kỹ sư CAM vẫn chỉnh chương trình thủ công và bộ phận quản lý không có báo cáo xu hướng. Khi đó, giải pháp gia công khép kín closedloop machining không phát huy hết giá trị. Muốn closed-loop machining vận hành đúng nghĩa, phần mềm phải biến dữ liệu đo thành hành động cụ thể: tiếp tục gia công, cảnh báo, dừng máy, bù dao, đo lại hoặc chuyển sang kiểm tra CMM.

5.5. Đào tạo đội ngũ
Yếu tố con người là thách thức dễ bị đánh giá thấp nhất. Một hệ thống giải pháp gia công khép kín closedloop machining dù được đầu tư tốt vẫn có thể hoạt động không ổn định nếu đội ngũ vận hành chưa hiểu bản chất đo lường.
Theo cách tiếp cận của Yamaguchi, đào tạo là một phần của giải pháp, không phải bước phụ sau khi lắp đặt. Khi người vận hành, kỹ sư CNC, QC và quản lý sản xuất cùng hiểu dữ liệu, giải pháp gia công khép kín closedloop machining mới trở thành công cụ kiểm soát chất lượng chủ động. Đây cũng là điểm khác biệt giữa việc “lắp đầu đo lên máy” và việc xây dựng một hệ thống closed-loop machining có khả năng giảm lỗi, giảm thời gian đo lại và nâng cao độ ổn định trong sản xuất CNC.
6. Giải pháp gia công khép kín Closed-loop machining Hexagon - Yamaguchi
Giải pháp gia công khép kín Closed-loop machining Hexagon - Yamaguchi được xây dựng theo từng bước. Bước một là khảo sát bài toán: loại chi tiết, dung sai, lỗi thường gặp, thời gian đo, năng lực máy CNC và quy trình QC. Bước hai là chọn điểm đo tạo giá trị, ưu tiên các điểm ảnh hưởng đến gá đặt, dao cụ và kích thước trọng yếu. Bước ba là lựa chọn cấu hình machine tool measurement hexagon phù hợp, gồm đầu đo, phần mềm và mức phản hồi.
Trong triển khai thực tế, Yamaguchi tập trung vào ba kết quả: giảm chi tiết lỗi trước QC, giảm thời gian chờ đo và chuẩn hóa quyết định bù. Với khách hàng đã có CMM Hexagon, dữ liệu CMM có thể làm chuẩn tham chiếu. Với khách hàng mới bắt đầu, có thể triển khai từ đo gá đặt, đo dao và báo cáo, sau đó nâng lên bù tự động.
Giải pháp gia công khép kín closedloop machining không phải khẩu hiệu nhà máy thông minh chung chung. Đó là cách biến máy CNC thành một phần của hệ thống kiểm soát chất lượng chủ động. Khi machine tool measurement, đo trong chu trình gia công inprocess measurement và phần mềm Hexagon được Yamaguchi tích hợp đúng cách, doanh nghiệp có thể phát hiện sai lệch sớm và sản xuất ổn định hơn.

_thumb_350.jpg)
_thumb_350.jpg)
_thumb_350.jpg)
_thumb_350.jpg)
_thumb_350.jpg)
_thumb_350.jpg)

_thumb_350.jpg)