1. Máy đo tọa độ 3 chiều CMM là gì?
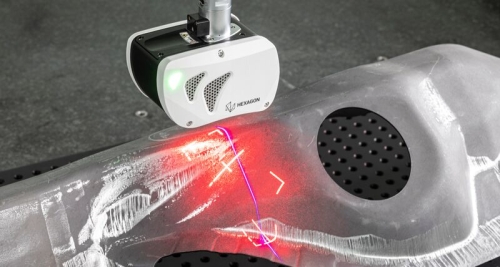
Máy 3D CMM thực hiện đo lường bằng cách chạm vào đầu dò đến một điểm trên bề mặt của bộ phận và ghi lại tọa độ Descartes của nó. Hàng chục hoặc thậm chí hàng trăm điểm được đo trên một chi tiết và được sử dụng để xác minh các kích thước quan trọng. Khi các điểm đã chọn được thu thập, máy CMM chuyển các điểm này thành dữ liệu có thể sử dụng để so sánh các phép đo với bản vẽ thiết kế ban đầu hoặc tệp CAD. Các bộ phận cũng có thể được thiết kế ngược từ kết quả dữ liệu của CMM.
2. Tại sao cần sửa máy CMM - Sửa máy đo 3D
Sửa máy CMM vì máy đo tọa độ CMM là một công cụ đo lường phức tạp, vì vậy các thiết bị này có nhiều nguồn lỗi làm giảm độ chính xác của phép đo và kết quả đo CMM. Để có thể tối ưu hóa hiệu suất và hiệu quả của phép đo CMM, chúng ta cần biết và hiểu các nguồn lỗi liên quan đến phép đo CMM để dễ dàng khắc phụ, sửa chữa máy CMM.
Dưới đây là một số nguyên nhân thường gây lỗi trong quá trình sử dụng và cần sửa máy CMM.
2.1. Sửa máy CMM do lỗi đo lường ở phần cứng
Các lỗi phổ biến nhất yêu cầu bạn sửa máy CMM đó là các lỗi từ phần cứng bao gồm các lỗi liên quan đến các bộ phận, phụ kiện máy CMM như: lỗi đầu dò, lỗi hình học CMM, lỗi do thay đổi nhiệt độ gây ra, lỗi do dao động và các lỗi liên quan đến tham số quá trình đo.
Lỗi đầu dò bao gồm bất kỳ lỗi nào liên quan đến hệ thống đầu dò của máy CMM. Ví dụ: độ chính xác của cảm biến di chuyển trên đầu dò, độ không chính xác của hình dạng đầu dò do lỗi sản xuất của nó (trong điều kiện thực tế, hình dạng đầu bút không phải là hình cầu hoàn hảo).
Sửa máy đo 3D với lỗi sai số hình học là sai lệch hình học so với kích thước danh nghĩa của các bộ phận cấu thành máy CMM. Đối với CMM 3 trục, có tổng cộng 21 lỗi hình học liên quan. Hình 2 bên dưới cho thấy lỗi 21 trục được áp dụng cho CMM 3 trục. 21 lỗi là: 6 lỗi trục (lỗi tỷ lệ, 2 lỗi thẳng, 3 lỗi xoay). Vì có 3 trục nên có 18 lỗi từ 3 trục. 3 lỗi còn lại là lỗi về độ vuông góc giữa 2 trục XY, XZ và YZ.

Một số ví dụ về các thông số của quá trình đo lường là việc xác định tốc độ của các trục chuyển động để đạt được các yêu cầu trên một bộ phận được đo. Việc xác định tốc độ này liên quan trực tiếp đến lỗi động của máy CMM. Các lỗi động bị ảnh hưởng bởi sự tăng tốc và giảm tốc của các trục CMM. Về nguyên tắc, việc xác định tốc độ chuyển động của các trục CMM trong phép đo bị đánh đổi giữa thời gian đo và độ chính xác của phép đo. Nói chung, thời gian đo tỷ lệ nghịch với độ chính xác của phép đo do hiệu ứng động của cấu trúc máy CMM. Thời gian đo càng ngắn (tốc độ đo càng cao) thì độ chính xác của phép đo càng thấp và ngược lại.
Sự thay đổi nhiệt độ trong phòng đo ảnh hưởng trực tiếp đến sự giãn nở nhiệt của cấu trúc CMM. Lý do là tất cả các vật liệu sẽ có một hệ số giãn nở nhiệt xác định mức độ giãn nở (hoặc co ngót) lớn như thế nào khi vật liệu ở nhiệt độ khác 20 độ C. Điều nay dẫn đến sai số của phép đo.
Sự dạo động trên cấu trúc CMM do sự tăng giảm tốc của các trục CMM cũng ảnh hưởng đáng kể đến sai số đo CMM. Rung lắc này sẽ làm xáo trộn việc đọc vị trí trên thang đo (bộ mã hóa).
2.2. Sửa máy CMM do lỗi khi lựa chọn thuật toán
Sửa máy đo 3D lỗi liên quan đến thuật toán bao gồm các loại thuật toán khớp mô hình (ví dụ: khớp mô hình bình phương nhỏ nhất hoặc khớp mô hình vùng tối thiểu), sự phù hợp của việc sử dụng thuật toán, cách triển khai thuật toán khớp mô hình và số lượng điểm mẫu cho quá trình khớp mô hình.
Có nhiều loại thuật toán khớp mô hình. Mỗi thuật toán khớp mô hình khác nhau (ví dụ: khớp mô hình bình phương nhỏ nhất so với khớp mô hình vùng tối thiểu), khi áp dụng cho cùng một tập điểm mẫu hoặc dữ liệu, sẽ cho ra các ước lượng thông số hình học tính toán khác nhau.
Việc lựa chọn đúng thuật toán khớp mô hình cần sử dụng rất quan trọng. Ví dụ, khi chúng ta muốn thực hiện khớp mô hình của hình cầu cho các điểm, nhưng khi chúng ta lựa chọn giữa bình phương nhỏ nhất hoặc vùng tối thiểu, nó sẽ cho ra tâm và bán kính của hình cầu khác nhau!
Số lượng điểm được sử dụng cho thuật toán khớp mô hình cũng ảnh hưởng đáng kể đến kết quả khớp mô hình. Đối với thuật toán bình phương nhỏ nhất, lý tưởng nhất là càng nhiều điểm chúng ta có (bao phủ phần lớn của hình học chuẩn để khớp) thì độ chính xác của việc khớp càng cao. Bởi vì càng nhiều điểm được sử dụng, càng nhiều hiệu ứng trung bình chúng ta sẽ nhận được từ thuật toán khớp mô hình bình phương nhỏ nhất. Do đó, lỗi do nhiễu từ các điểm có thể được giảm.
Hình dưới đây cho thấy các yếu tố liên quan trong quá trình khớp mô hình. Các yếu tố này là các điểm mẫu, phần tử hình học kết quả từ quá trình khớp mô hình, phần tử hình học thực sự và lỗi từ quá trình khớp mô hình.

Lỗi khớp mô hình được xác định là khoảng cách vuông góc từ các điểm mẫu đến phần tử hình học từ quá trình khớp mô hình. Lỗi khớp mô hình này sẽ đóng góp đáng kể vào tổng lỗi của các phép đo CMM.
2.3. Lỗi đo lường CMM do phôi
Các nguồn lỗi liên quan đến phôi là lỗi hình dạng (như độ phẳng, độ trụ, vị trí và lỗi chạy), lỗi liên quan đến kết cấu bề mặt, lỗi kẹp, lỗi căn chỉnh, biến dạng đàn hồi và các vấn đề về khả năng tiếp cận.
Sửa máy đo 3D lỗi từ phôi gia công sẽ chuyển trực tiếp thành lỗi đo lường CMM vì lỗi hình dạng phôi sẽ được ghi lại bởi hệ thống đầu dò của CMM.
Ngoài ra, mức độ nhám bề mặt cũng sẽ ảnh hưởng đến mức độ chính xác của phép đo CMM.
Lỗi do kẹp giữ phôi được đo cũng góp phần trực tiếp vào tổng lỗi của phép đo CMM. Lực kẹp cao sẽ khiến phôi được giữ bởi kẹp sẽ bị biến dạng đàn hồi hoặc trong trường hợp xấu nhất sẽ bị biến dạng dẻo.
Lỗi căn chỉnh thường xảy ra do người vận hành CMM không thể xác định chính xác hệ tọa độ phôi và/hoặc không thể chọn chính xác vị trí đặt hệ tọa độ.
2.4. Sửa máy CMM - sửa máy đo 3D do lỗi từ yếu tố bên ngoài
Các yếu tố phi kỹ thuật từ bên ngoài cũng có thể gây ra lỗi đo lường ở thiết bị đo yêu cầu sửa máy CMM. Một số lỗi từ yếu tố bên ngoài có thể kể đến lỗi của người vận hành (chẳng hạn như quy trình hoặc bước đo sai, người vận hành không có kỹ năng), lỗi lọc dữ liệu (lỗi do chọn sai bộ lọc hoặc quy trình lọc không chính xác), độ sạch của phôi được đo.
Các yếu tố bên ngoài này, mặc dù có vẻ đơn giản, nhưng trong công nghiệp, chúng ta có thể tìm thấy nhiều trường hợp lỗi đo lường CMM lớn do các yếu tố này. Cần có đủ kiến thức cho người vận hành hoặc người dùng CMM để tránh những lỗi đó. Điều quan trọng là phải đầu tư vào đào tạo cho người vận hành để nâng cao kỹ năng của họ để họ có kiến thức cơ bản về đo lường và CMM.
3. Đơn vị sửa máy CMM uy tín
Khi máy CMM của bạn gặp vấn đề thì việc lựa chọn một đơn vị cung cấp các dịch vụ sửa máy CMM chất lượng là điều bạn cần quan tâm. Khi mua các các sản phẩm máy CMM ZEISS chính hãng tại Yamaguchi Việt Nam, khách hàng còn được trải nghiệm đầy đủ các dịch vụ hỗ trợ kỹ thuật, sửa máy đo CMM, bảo dưỡng máy CMM cho các sản phẩm của ZEISS.

Liên hệ với Yamaguchi để được tư vấn sản phẩm máy 3D CMM và hỗ trợ các dịch vụ sửa máy CMM, sửa máy đo 3D, hiệu chuẩn máy CMM, bảo trì máy CMM phù hợp cho doanh nghiệp.
_thumb_500.png)




_thumb_500.jpg)
_thumb_500.jpg)