1. Hướng dẫn quy trình quản lý dầu cắt gọt hiệu quả
1.1. Làm sạch bể dầu, bảo quản dầu
Dầu thủy lực và dầu rãnh trượt là các loại dầu thường được sử dụng trong máy CNC với mục đích bôi trơn hệ thống. Bản chất 2 loại dầu này đều không tan trong nước, vì vậy trong quá trình vận hành, lượng váng dầu tạp chất (dầu thủy lực và dầu rãnh trượt) sẽ lẫn vào cùng dầu cắt gọt và nổi trên bề mặt.
Về lâu dài nếu không loại bỏ, hút váng dầu… sẽ phát sinh vi khuẩn gây thối dầu, ảnh hưởng đến chất lượng dầu, giảm khả năng làm mát, bôi trơn và bảo vệ dụng cụ cắt gọt.

Giải pháp đơn giản và hiệu quả được đề xuất cho các nhà máy đó là trang bị máy hút váng dầu để hút váng dầu định kỳ, loại bỏ váng dầu ngoại lai bám trên bề mặt và làm sạch bể dầu.

1.2. Pha dầu cắt gọt theo đúng hướng dẫn
Đối với mỗi loại máy gia công CNC hay các sản phẩm gia công kim loại khác nhau sẽ có những công thức pha dầu cắt gọt riêng để tối ưu cho quá trình sử dụng. Do đó, bạn nên chú ý đến các thông tin hướng dẫn của nhà sản xuất để biết tỷ lệ pha dầu phù hợp nhất với từng mục đích sử dụng, mức độ gia công.
Thông thường, nồng độ dầu cắt gọt được khuyến nghị trên các chi tiết gia công mài là 5%, còn các công đoạn cắt, khoan sẽ yêu cầu mức nồng độ cao hơn, từ 5 – 10%.
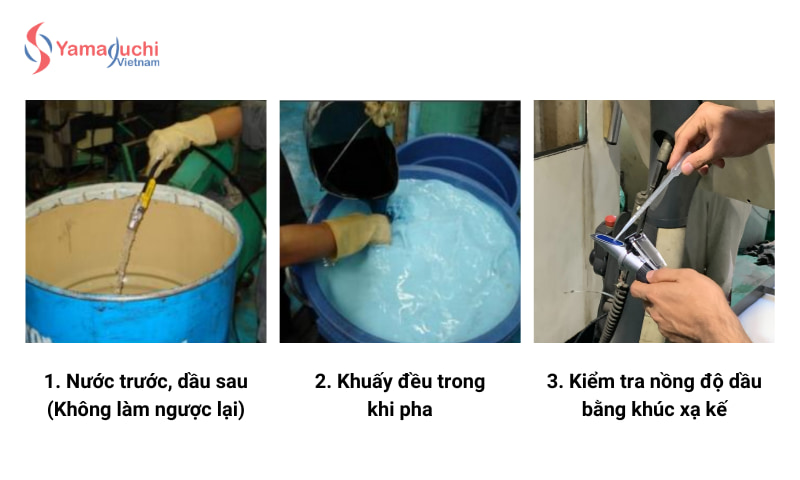
Một lưu ý quan trong khi pha dầu cắt gọt kim loại đó là luôn pha dầu vào nước (nước trước dầu sau), không làm ngược lại. Đồng thời, dầu cắt gọt pha nước có chứa nước như các dung dịch nhũ dầu được khuyến cáo không nên sử dụng cho gia công Magie vì có nguy cơ gây cháy nổ.
1.3. Kiểm soát chất lượng dầu cắt gọt pha nước
Kiểm tra chất lượng dầu thường xuyên giúp quản lý dầu cắt gọt kim loại hiệu quả, sớm phát hiện những bất thường hoặc sự suy giảm về chất lượng dầu. Một số yếu tố có tác động đến hiệu quả của quy trình quản lý dầu như: chất lượng nước, nồng độ dung dịch, độ pH
- Sử dụng nước có độ cứng phù hợp, nồng độ muối CaCO3 và MgCO3 từ 50 – 200mg/kg.
- Quản lý dầu có mức độ pH trong mức cho phép để không gây han rỉ hay ăn mòn thiết bị nhanh. Môi trường trung tính có độ pH giữa 7 và 8 là phù hợp cho các sản phẩm gia công, hoặc 8.5 – 10 đối với nồng độ dung dịch 5%.
- Kiểm soát nồng độ dầu thường xuyên bằng thước đo nồng độ theo ngưỡng mà nhà sản xuất dầu khuyến cáo (6% – 8%). Bổ sung nước và dầu định kỳ hàng ngày theo tỷ lệ pha được hướng dẫn. Nên bổ sung hàng ngày vì trong quá trình gia công thì nước và dầu sẽ bị tiêu hao.
- Khi bổ sung thêm dầu cần sử dụng ca đong có vạch chia định mức để kiểm soát lượng dầu đã bổ sung.
Cần có sổ/bảng ghi chép (dán/treo trên máy) để theo dõi nồng độ trên các máy và lượng dầu bổ sung định kỳ. Qua đó sẽ kiểm soát tốt về tiêu hao dầu.
2. Một số lưu ý để quản lý dầu hiệu quả
- Không dùng nước giếng khoan để sử dụng pha cho Dầu làm mát (dầu cắt gọt). Trong nước giếng khoan có chứa rất nhiều nhiều ion sắt, các tạp chất kim loại/ kim loại nặng, sun-fua, Chloride… các chất này sẽ phá hỏng dầu làm mát và phụ gia trong thành phần dầu, nhanh chóng gây suy giảm hiệu quả hoạt động của dầu cắt. Nên sử dụng nước máy, nước RO, nước DI.
- Khi pha dầu cần pha nước trước, dầu sau (không làm ngược lại) khuấy trộn đều để đảm bảo dầu pha nước tan hoàn toàn.
- Không được thải bỏ thức ăn, đồ uống… vào bể dầu làm mát.
- Các máy dừng trong thời gian dài không làm việc nên cần được bơm đảo dầu tuần hoàn để hạn chế phát sinh vi khuẩn, gây mùi, hỏng dầu.
- Định kỳ kết thúc ca khi sản xuất, nên vét phoi trên lưới lọc, khoang máy gia công… (khi phoi đã đầy trên lưới lọc hoặc định kỳ hàng ngày nên yêu cầu người vận hành máy vét phoi). Vệ sinh bể và công cụ, hút dầu định kỳ 2 – 3 tháng/lần.

- Để bảo quản dầu cắt gọt lâu dài, các nhà máy nên đưa ra lịch quản lý, thay dầu mới/vệ sinh định kỳ 1 năm/lần trên tất cả các máy. Nên tổ chức một bộ phận đảm nhận các công việc quản lý dầu, kiểm soát chất lượng dầu như: đo kiểm nồng độ, bổ sung dầu, vệ sinh thay dầu…

Mong rằng những thông tin về quản lý dầu cắt gọt pha nước Yamaguchi vừa chia sẻ đã giúp bạn hiểu rõ và biết cách quản lý dầu hiệu quả cho nhà máy của mình. Liên hệ ngay Yamaguchi nếu bạn có thắc mắc về các sản phẩm dầu nhớt công nghiệp để được hỗ trợ giải đáp và tư vấn thêm chi tiết.